Specialized in manufacturing compensators, expansion joints, baffle doors
A comprehensive scientific and technological enterprise integrating design and development, production, product sales, installation and debugging
Specialized in the production of metal compensator, non-metal compensator, baffle door equipment for 18 years
Product Center
Specialized in manufacturing a variety of high-quality industrial equipment to meet your diverse needs

Metal rectangular expansion joint
Product introduction of metal rectangular expansion jointProduct Structure and C...
Learn more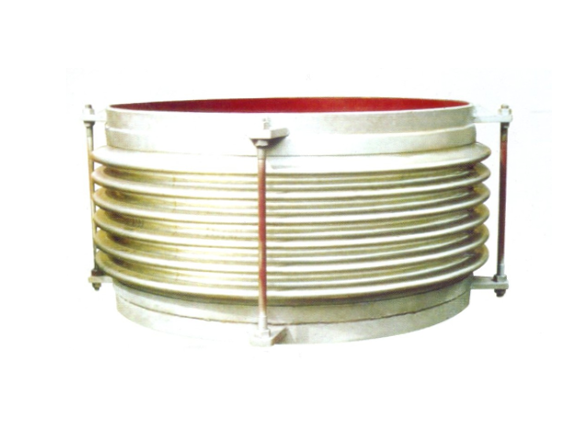
Universal corrugated expansion joint
The universal corrugated expansion joint is a kind of flexible compensation elem...
Learn more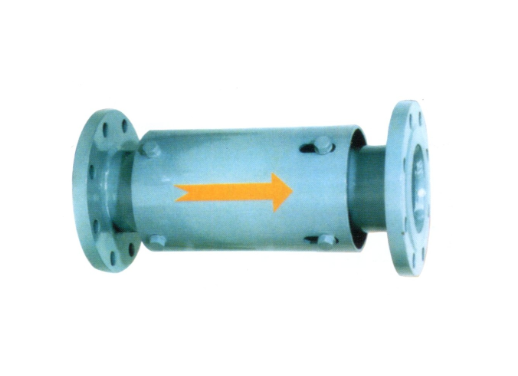
Single axial expansion joint
I. Structural compositionThe single axial expansion joint is mainly composed of ...
Learn moreCompensator, baffle door equipment · One-stop service process
From consultation to installation, we offer a full range of professional services
Consultation needs
The professional team will provide you with detailed product consultation and technical support to understand your specific needs
Scheme design
Provide personalized product design according to your specific needs to ensure the best solution
Manufacturing
Adopt advanced production equipment and technology and strict quality control to ensure excellent product quality
Installation and commissioning
Professional technicians provide on-site installation and commissioning services to ensure the normal operation of the equipment
About Us
Nantong Chuangxin Machinery Co., Ltd. is located in the plain of central Suzhou, close to Nantong and Ningjingyan Expressway with convenient transportation, and less than 2 hours drive from Shanghai, Suzhou, Wuxi, Nanjing and other large and medium-sized cities.
The company is a comprehensive scientific and technological enterprise integrating design and development, production, product sales, installation and debugging. The company has successively communicated and cooperated with the National Cement Research Institute and the general contractor!
The company's main products are metal compensator (expansion joint), non-metal compensator (expansion joint), baffle door and other series products, providing excellent and cheap complete sets of equipment for the majority of users at home and abroad.

NEWS
Stay up-to-date with company and industry updates
Form division of metal expansion joints: not just axial direction, transverse direction and angular direction
Start with the direction of displacement absorption: axial, transverse...
Fan equipped with non-metallic compensator, a hard-core knowledge point that both candidates and engineers of the second construction have to know
What exactly is the non-metallic compensator used in the fan system? W...
Non-Metallic Compensators with Drainage Holes: How Important Is Drainage Design?
Non-Metallic Compensators with Drainage Holes: How Important Is Draina...
How do you read the technical specifications of non-metallic compensators? If you don't understand these parameters, you will step on the pit
What exactly does the non-metallic compensator technical specification...
What exactly is the use of a large size non-metallic compensator? Understand these points and spend less money
What exactly is the use of a large size non-metallic compensator? Unde...
Non-Metallic Flexible Fabric Compensator Expansion Joint: Temperature Resistant, Corrosion Resistant, Low Cost, Did You Choose the Right Plumbing System?
What is a non-metallic flexible fabric compensator expansion joint? Wh...
Frequently asked questions
Answers to your frequently asked questions about compensators and baffle doors
How to cut metal expansion joint? 5 Key Points and Precautions of On-site Practice
Two days ago, a customer called, and his tone was very urgent: they cut a double hinge transverse expansion joint by 20mm, and after installing it, the tie rod nut was directly suffocated to death, and the compensation amount was completely insufficient. Do you think this sucks or not? Metal expansion joints, especially general-purpose corrugated expansion joints, high-temperature axial joints, large-diameter thick-walled expansion joints, are calculated with good design, material and corrugation parameters. On-site cutting is not a job that can be done by an angle grinder. Today, let's talk about these five key points, so as to save you from stepping on pits later.
1. Find out which expansion joint you have in your hand before cutting
Different structures, cutting strategies are very different. You have to confirm the material first-is it stainless steel, carbon steel or alloy steel? Look at the wall thickness, corrugation shape (U-shaped, ω-shaped or S-shaped), and end connection mode (flange, welding or thread). For example, universal corrugated expansion joint, the corrugation is generally thin, so carefully avoid the root of the corrugation when cutting; The high-temperature axial expansion joint usually has a guide tube and a heat insulation layer. Before cutting, the outer sheath must be opened to see where the wave peak is; Large-diameter thick-walled expansion joints, the wall thickness is always more than ten millimeters, and the cutting tool is not selected correctly.
Measure the total length and compensation requirements, and leave 3~5mm margin when marking the cutting line on the pipe body. Why? Because there is no way to make up for it when you cut too much at once. You cut it short and either scrap it or add a short section, but that again involves weld distortion and stress concentration. We have aMetal expansion joint weight tableChecking can roughly estimate the size margin, but the most reliable thing is to find the manufacturer to confirm the minimum length requirement-especially the models with tie rods such as double hinge transverse type and straight pipe pressure balance type. The length of the tie rod determines the maximum compensation amount, and cutting it short is equal to wasting half of the function.
2. How to choose cutting tools? Don't burn bellows with oxyacetylene
This is the most common mistake. Some people tried to save trouble and directly cut the bellows with oxyacetylene flame. As a result, the stainless steel was partially overheated to above 450℃, resulting in the precipitation of chromium carbide and direct scrapping of intergranular corrosion. Tell me, did you do that before?
- Plasma cutting: Suitable for thick-walled carbon steel parts, such as straight pipe sections with large diameter thick-walled expansion joints, with fast cutting speed and small heat affected zone.
- Laser or waterjet: Most friendly to stainless steel bellows. Especially for the ultra-thin wall (0.5~1.5mm) universal corrugated expansion joint, the edge of laser cutting is smooth, and the waterjet can not only cut multi-layer composite structure without heat influence. However, the cost is high, and it is not realistic to operate in small batches.
- grinding wheel cutting blade: Small-size thin-walled parts (such as DN100 or below) are enough, but they will produce burrs. They must be deburred after cutting, otherwise the burrs will scratch the sealing surface after installing it.
- OxyacetyleneIt is only suitable for cutting straight carbon steel pipe sections, and leave at least 200mm distance from the corrugation. Don't touch the bellows, don't touch the deflector, don't touch the stainless steel.
3. How to cut the corrugated part? Avoid stress concentration zones
If you are cutting a straight section near the corrugation, be careful not to cut to the root of the corrugation-there is a stress concentration zone, and the risk of crack propagation is extremely high if you cut it. It is recommended to cut the outer sheath or insulation first, touch your finger to confirm the crest position (or sweep it with a flaw detector), and then cut the knife on your desired cutting line.
In addition, the expansion joint typically has a flow guide tube (a structure that prevents the medium from washing the corrugations) inside. You have to mark the position of this thing separately, because the guide tube is usually longer than the bellows. If you cut it directly according to the external dimensions, it is likely that the guide tube will be cut off. As a result, the medium directly washes the corrugated wall and wears out in three months. Before, a customer of a cement factory cut a metal corrugated expansion joint in the cement industry, didn't pay attention to the length of the outcrop of the guide tube, and changed it one year after installing it. Go to our website and searchSpecific Function of Expansion Joint Guide TubeYou can see the structure diagram.
4. Treatment after cutting: deburring, pickling and beveling are indispensable
Cut is not finished. First use a file or angle grinder to clean the burrs (the edge R angle is at least above R1.5), and then use a magnifying glass to check for any micro-cracks or ripples near the incision. Stainless steel incisions must be passivated by pickling-otherwise fresh metal will be exposed at the incisions, and there will be no passivation film protection, which will pitting in a few days in the chloride ion environment. The pickling solution can be a citric acid-nitric acid mixture, applied and waited for 15 minutes before rinsing.
In the case of expansion joints for high-temperature steam pipelines (such as corrugated expansion joints used in the power station industry), welding grooves are also involved after cutting. The groove angle (common V-shaped groove and U-shaped groove) of the original design drawing must be referred to, and the roughness of the groove surface should reach within Ra3.2, otherwise unfusion will easily occur during welding. Don't guess for yourself, on our websiteWhat category do steam pipes fall intoAs mentioned in that article, the welding requirements of high-temperature and high-pressure pipelines are particularly strict, and the groove angle is 2° different, so the post-welding heat treatment parameters will be completely changed.
5. Real Lessons: The Consequences of Cutting 20mm Shorter
I asked carefully about the case of the double hinge transverse expansion joint mentioned at the beginning. They found the wrong size in the warehouse and wanted to cut it shorter themselves. Results not checkedMetal expansion joint weight tableI didn't find the manufacturer to confirm the minimum length, but cut 20mm directly according to the installation space. After installation, the tie rod nut is pushed to the limit block, and the compensation amount is reduced by 15%. As soon as the thermal expansion of the pipeline comes up, the nut is directly deformed.
Therefore, directly contact the supplier to customize the length in non-emergency situations, and the risk of on-site cutting is really not low. If you have to cut on site, at least do: check the weight table, measure three times, leave a margin, choose the right tool, and handle the cut. If you are really unsure, take a photo and send it, and we will help you see the model number. It's better than cutting it away.
How to cut metal expansion joint? The answer is actually-don't cut if you can. If you need to cut, remember these 5 points above and avoid detours.
Let's talk about the conclusion first: Should the metal expansion joint be wrapped with heat insulation?
The answer is-it is needed in most cases, but it depends on the specific working conditions. Two days ago, a purchaser from a power plant asked me that the bellows on their steam pipe cracked after two years of use. Was the insulation not done well? When I heard it, it was probably. The core function of the metal expansion joint is to absorb heat displacement, but it is also a guy who is afraid of cold and heat. Today, let's talk about this logic.
Why do most metal expansion joints have to be insulated? Three hard truths
First, anti-condensate corrosion.The medium temperature in the steam pipeline is high, and the ambient temperature is low. When the temperature difference is large, the surface of the expansion joint will condense. When water bubbles, especially the corrugated roots where stress is concentrated, the corrosion rate doubles up. The power station industry in our station uses corrugated expansion joints and general-purpose corrugated expansion joints. Most of the corrugated pipes are stainless steel, and austenitic stainless steel is the most afraid of chloride ion stress corrosion. A package of insulation layer can suppress the dew point problem.
Second, prevent the medium from freezing and blocking.In northern winter, if the pipeline is water or condensate, once the inside of the expansion joint is frozen, the bellows will directly crack. Think about it. On a day of minus 20 degrees, the water is still flowing in the pipe, the insulation is not done well, and it is frozen. That's no trivial matter. Like the double hinge expansion joint of air-cooled island vacuum pipeline, the medium temperature is low and it belongs to the negative pressure condition. It pays more attention to antifreezing and heat insulation, which is often done with polyurethane foaming.
Third, maintain the thermal compensation effect.Thermal insulation can ensure that the body temperature of the expansion joint is consistent with that of the pipeline, and prevent the deviation of displacement calculation caused by local temperature drop. The compensation amount of the expansion joint design is calculated according to the thermal expansion of the whole pipe system. If the temperature of the expansion joint itself is lower than that of the pipe, the deformation amount of the bellows will be wrong, and the fatigue failure will occur after a long time. It's the same as wearing clothes-your arms are cold, your whole body shrinks, and your movements are unnatural.
But in some cases, thermal insulation is bad
For example, high-temperature axial expansion joints and external pressure single axial expansion joints are designed to allow the outer wall of the bellows to be directly exposed to high-temperature flue gas or steam. If the insulation is blindly wrapped, the bellows will be wrapped dead, which will affect its free expansion and contraction. There are also those expansion joints with guide cylinders (see the article in the station for the specific function of the expansion joint guide cylinder). The guide cylinder itself has separated the high-temperature medium, and the outside does not need additional heat insulation. For example, the metal corrugated expansion joint in the cement industry is used in the kiln tail dust removal pipeline. The medium temperature is high but the dust is large, and the insulation layer is easy to accumulate dust and scale, which increases the difficulty of maintenance-in this case, the pros and cons have to be weighed. Some customers want to save trouble, and all of them cover heat insulation. As a result, the high-temperature axial expansion joint is stuck and can't be displaced. Finally, it has to be disassembled and redone, spending more money and missing work period.
If you decide to do insulation, what should you pay attention to during construction? Two things must be kept an eye on
First, the insulation layer cannot limit the displacement of the expansion joint.The design displacement of the metal expansion joint is realized by the deformation of the bellows. If the insulation material is stuck too dead and stuffed too tightly, it is equivalent to adding a "tightening curse" to it. The correct way to do this is: use elastic insulation felt or rock wool, leave an expansion joint, or make a slidable structure when wrapped with iron sheet. We have seen a project in which the construction team stuffed rock wool tightly. As soon as the expansion joint expanded and contracted, the insulation layer directly broke the iron sheet, and the water vapor went in, and the corrosion was faster than not wrapped.
Second, never let the insulation layer seep water.Once rainwater drills in through the insulation seam, and the water vapor is sealed inside and can't come out, the corrosion rate is faster than without insulation. Although the directly buried (fully buried) expansion joint in the station has an anti-corrosion layer, the insulation layer also needs waterproof treatment. The outer iron sheet should be tightly overlapped with the seams facing down to avoid rainwater backflow. If possible, it is safer to brush another layer of waterproof coating on the outside of the insulation layer.
How to choose insulation scheme for different products? Take an example
The corrugated expansion joint used in the power station industry equipped with the steam pipeline of the power station has high medium temperature and high pressure, so it must be insulated with composite silicate or aerogel felt, plus galvanized iron sheet. However, the double hinge expansion joint of air-cooled island vacuum pipeline has low medium temperature and negative pressure, so it pays more attention to antifreeze and heat insulation, so it can be foamed with polyurethane. Another example is the expansion joint next to the desulfurization flue gas baffle door. The flue gas has high humidity and sulfur. The focus of heat insulation is to prevent condensation corrosion, and anti-corrosion coating has to be added outside the insulation layer. These details are directly related to the life of the equipment. Some factories are cheap, using ordinary glass wool, which collapses within two years and has to be reworked, which is more expensive.
Finally, a common misconception
Since the metal expansion joint needs to be insulated, can I paint a thick layer of paint on the outside of it? No way. Paint is an anti-corrosion coating, not an insulation layer, with high thermal conductivity and thin thickness, which can't stop the heat loss at all. Insulation must be made of materials with low thermal conductivity, and the thickness is calculated according to the design temperature of the pipeline. Others say that the non-metallic expansion joints (fabric fiber expansion joints) we use don't have to be insulated? Non-metal itself has limited temperature resistance, such as rubber compensator and polytetrafluoroethylene compensator. Instead, the medium needs external insulation or protective sleeve when it exceeds the tolerance range. In a word: whether thermal insulation is not thermal insulation depends on the matching relationship between the medium temperature, ambient temperature and the material of the expansion joint. If you are not sure, ask the manufacturer directly for the design parameters, which is more reliable than guessing.
Budget Step 1: Find out the parameters of working conditions, and don't let the quotation become "artistic creation"
Flue non-metallic compensator, also called non-metallic expansion joint, fabric fiber expansion joint. The core of the budget of this thing is four words: working condition parameters. Temperature, pressure, diameter, displacement-these four numbers are not determined, and the quotation given to you by the supplier is probably "slapping your head". For example, in the desulfurization flue of power station, the flue gas temperature is generally 80~120℃, but the acid is extremely corrosive; The temperature of the cement kiln tail flue directly soared above 400℃. Different temperatures, the materials used for loops are completely different-silicone cloth, fluorine tape or ceramic fiber cloth, and the price difference starts from three times. Pin these figures to the paper first, and all the quotes later will be accurate.
Don't ignore the pressure. The flue system is mostly slightly negative pressure or low pressure, but in case of positive pressure fluctuation, the number of belt layers and flange strength must be adjusted accordingly. Not to mention the diameter size, the processing hours of the DN200 and DN2000 vary by several orders of magnitude. What about the amount of displacement? Mark the axial, horizontal and angular directions respectively. Don't write "compensation amount 50mm" in general-that's digging a hole for yourself.
The material cost is the big head: ring belt, insulation layer and metal frame, how do you estimate them?
The cost of a non-metallic compensator is divided into three large pieces. The first piece is a non-metallic loop band, which is a multi-layer composite fabric. The more belt layers and the higher the temperature resistance grade, the more expensive the unit price. The national standard JB/T 12235-2015 has requirements for the minimum number of layers of the ring belt, but some manufacturers secretly reduce two layers, which is 30% cheaper and has a life span of less than one year. The second piece is internal insulation cotton, which is commonly used as aluminum silicate fiber blanket. The thickness is calculated according to the surface temperature requirements-generally, the outer wall temperature is required to not exceed 50℃, and the thickness of insulation layer starts from 50~100mm. The third piece is the metal flanges or connectors on both sides. There is an easy pit here: the stress at the four corners of the rectangular non-metallic expansion joint is concentrated, which requires additional reinforcement of the structure, and the processing difficulty is much greater than that of the round one. Q235 or 304 stainless steel for metal frames? For desulfurization systems with strong flue gas corrosion, 316L or even higher nickel alloys have to be considered. The selection of materials directly determines the cost of a single unit, so there is no way to be lazy.
For example, in the product information on our siteNon-metallic expansion joint (fabric fiber expansion joint)Commonly used fluorine tape + alkali-free glass fiber cloth + polytetrafluoroethylene film composite, temperature resistance 260℃; WhileRectangular non-metallic expansion jointBecause of the special structure, angle steel reinforcements will be installed around the flange. For the same caliber, rectangle is 15~25% more expensive than round.
Don't ignore the "hidden costs": deflectors, insulation, anti-corrosion coatings
Two days ago, a customer purchased a non-metallic compensator for flue, and cut off the guide tube because the price was high. As a result, the ring belt was worn out by high-speed flue after three months of installation. Re-assembly plus shipping, double the money saved in the first place. What is the role of a deflector? See what we wrote in our FAQ-the protective ring belt is protected from direct erosion by high-temperature smoke, especially when the wind speed exceeds 15m/s. What about insulation? If the thickness of aluminum silicate wool is not enough and the surface temperature exceeds the standard, it may not only burn people but also burn the ring belt. Do you want to make anti-corrosion coating on the flange surface? The sulfur dioxide concentration in the desulfurization system is high, and the ordinary carbon steel flange will rust through in half a year, so it must be coated with epoxy resin or lined with PTFE. The sealing air interface for the linkage of the smoke baffle door also has to be reserved-this detail has no place in many budget tables at all.
Install bolts, gaskets, sealant. The unit price of these bits and pieces is not high, but the quantity is also money, and the price difference between different materials is great. For example, heat-resistant alloy steel bolts should be used in high-temperature working conditions, and a set is four or five times more expensive than ordinary 8.8 grade.
Size and displacement: Why can the quotation be half the difference for the same caliber?
It is also a rectangular flue with a length of one meter. If it only absorbs 20mm axial displacement, a single wave structure is enough; If you need to compensate the displacement in three directions (axial + transverse + angular) at the same time, you must design a composite structure or increase the wavenumber. With more wave numbers, the number of circle layers may also be added, and the flange width will change accordingly. There is also the installation length-when the site space is limited, the compensator is short and the compensation amount is not enough; If the long flange bolt holes don't match, it will cost money to weld and repair the holes on the spot. These parameters must be clearly marked on the drawing: wave number, compensation per wave, total length, flange screw hole distribution. Only when the supplier gets these parameters can he quote a reliable price, otherwise he can only quote a "benchmark price", and a bunch of additions are waiting for you.
And guess what? Some customers only give a diameter size and let them quote. As a result, after getting the price comparison sheet, they found that A quoted 5000, B quoted 8500, and C quoted 12,000-how to choose? In fact, B and C may have given enough safety margin according to the standard design, and A cut corners. Therefore, when budgeting, we must write the displacement and installation size to death, and then let the supplier calculate according to the national standard. Inside our stationCorrugated expansion joint for power station industryAndHigh temperature axial expansion jointThere are clear displacement compensation curves, so you can refer to the design logic.
Inquiry Comparison: Several quotations are put in front of you, and these three points are focused on
First, is it implemented according to the national standard JB/T 12235-2015? This standard specifies hard indexes such as the number of bands, tensile strength and airtightness test of non-metallic expansion joints. If there is no standard implementation, the default is according to the industry minimum standard-be careful. Second, what does the offer contain? Some only report bare parts, and the freight, on-site welding and installation, bolts and gaskets are all calculated separately; Some quote all-inclusive price, but the warranty period is only half a year. Third, the warranty period and after-sales service-once the flue compensator fails, the exhaust gas leakage directly affects the environmental protection emissions, and the loss of hundreds of thousands a day after production is stopped. So don't just stare at the cheapest one, list these three items clearly, and then let the three companies compare prices. How to do it? Build a comparison table.
Here, the practical template: seven columns are built in Excel-working condition parameters, material selection scheme, structural size, quantity, accessory list, freight installation and warranty terms. Take this form and ask the supplier. If the other party can't report or is vague, just pass. For example, you say you want to add a deflector and he asks "What is a deflector?"-then don't talk about it.
Budget Template: From Zero to Issue Order, One Table Does It
If you estimate it yourself, there is a simple formula: the unit price of rectangular non-metallic compensator ≈ (belt area × belt unit price + flange weight × steel unit price) ×1.2 (machining factor). How to calculate the area of the circle belt? Perimeter × width (the effective width of the band). Look up the table for flange weight according to section steel specification. Ask several suppliers for specific figures, and take the median as the bottom line of the budget. Similarly for circular non-metallic compensators, the area is calculated according to the circumference, and the machining coefficient can be lowered to 1.1.
A 1000×800mm rectangular flue with a band width of 300mm and a temperature resistance of 300℃ is made of fluorine tape composite structure. The unit price of the band is about 800 yuan/m², the band area (1.0+0.8) ×2×0.3=1.08m², and the band cost is 864 yuan. The flange is made of Q235 angle steel, the weight is about 150kg, the unit price is 6 yuan/kg, and the cost is 900 yuan. Total 1764 yuan ×1.2=2117 yuan. This is just a bare estimate, plus the guide tube (about 500 yuan), the insulation layer (about 300 yuan) and the freight (depending on the distance), and the total budget is about 3,000 yuan. The actual quotation may fluctuate by 20%, but if you have a bottom in your heart, you won't be pitted.
Don't use low-grade materials in key parts to save money. Once the flue non-metallic compensator fails, the maintenance window is short, and the loss of shutdown is far greater than the price difference of equipment. Bookmark this article, and go through the list next time you make a budget, at least no items will be missed.
First, recognize what this silicone cloth in your hand is for-the core component of non-metallic expansion joint
When many people get the non-metallic compensator silicone cloth, their first reaction is "Isn't this just a cloth? Just screw it on". Tsk, if it were that simple, there would be less leaks, tears, or even shutdowns in the industrial pipeline system. This silicone cloth, to be exactNon-metallic expansion joints (fabric fiber expansion joints)The flexible body bears the heavy responsibility of absorbing the thermal displacement of the pipeline, reducing vibration and noise, and compensating the installation error. Think about it, the flue gas pipe can be extended by tens of millimeters at high temperature, and it all depends on this piece of cloth to "expand and contract". If it is not installed properly, it is not a compensator, but a breaker.
Two days ago, I met a customer, saying that their factory had changed the silicone cloth three times, and every time it cracked in less than half a year. I asked him how to install it, and he said, "Just tighten the four corners." As soon as you hear it, you know what the problem is-the wrong way of pretending, no matter how expensive the cloth is, it will be for nothing. So let's understand first: silicone cloth is not just hung casually, it needs accurate pre-stretching, symmetrical fastening, and treatment of flange surface.
2. Hardcore preparation before installation: flange surface treatment, dimension check, bolt preload estimation
First, the flange surface must be clean and flat.Old flanges often have weld slag, rust, and even residual glue from a silicone cloth. These bumps will break through the silicone cloth, and even the burr of only 0.5mm will become a stress concentration point under high temperature and pressure. Polish with an angle grinder and then check flatness with a ruler-repair welding or flange replacement if clearance exceeds 1mm. This work can't be saved. If you save it, you will dig a hole for yourself.
Second, size check.Silicone cloth has a durability limit and cannot be deadlifted when installed. Measure the inside diameter of the flange and the effective width of the silicone cloth. The standard practice is: the free length of silicone cloth should be 10~20mm shorter than the flange spacing (see the design displacement). For example, if the axial compensation amount is designed to be ±50mm, the length of silicone cloth should be about 15mm shorter than the flange spacing during installation, leaving pre-stretching space. This piece of data is usually obtained fromNational Standard for Non-Metallic Expansion Joints JB/T 12235-2015You can find it in, don't be lazy.
Third, bolt preload estimation.Many people screw bolts all by hand feel, and as a result, they either loosen or deform the flange. Silicone cloth is generally fixed by pressure plate, and the preloading force of pressure plate bolts is recommended to be controlled at 40~60 N·m (with torque wrench). For M16 bolts, the torque value is approximately 50 N·m. If the flange is a thin-walled piece (such as the flange of a smoke baffle door), it must be lowered to 30 N·m to prevent the platen from deforming and cutting the edges of the silicone cloth. There is no standard answer for this data? Yes, ask the manufacturer for installation specifications, or refer to the product information on this siteRectangular non-metallic expansion jointThe installation instructions page.
3. Step-by-step installation practice: from the fixed end to the free end, screw the bolts diagonally to avoid accidents
All right, preparations done, start loading. Remember one principle:Fix one end first, then center it gradually, and finally tighten it diagonally.The order is wrong, and the silicone cloth is quasi-skewed.
Step 1, spread the silicone cloth onto the flange and align the bolt holes. Put the pressure plate on the free end (usually the displaced end of the pipe) first, and tighten two bolts slightly (don't tighten them, as long as they can fix the position). Then use a crowbar or manual hoist to align the flange at the fixed end (such as the equipment side) with the pressure plate, put all the bolts on this end, and screw it snugly against the pressure plate by hand.
The second step is to adjust the position of the free end. Use a flashlight to check whether the silicone cloth is centered-the gap difference between the two sides should not exceed 2mm. If there is an offset, fine tune the position of the free end flange with a crowbar. At this time, don't be lazy to smash it hard with a hammer, it will smash the silicone cloth out of wrinkles.
Step 3: Twist the bolts diagonally. This is too critical. Assume that there are 16 bolt holes in one circle of the flange, first screw the four points 1, 9, 5 and 13, and hit the torque to 30 N·m; Screw again 3, 11, 7, 15, again 30 N·m; Then fill all the bolts in sequence, and finally add to the target torque uniformly. Why do you want this? Because if you twist it one by one along a circle, the silicone cloth will be "squeezed" aside, and wavy wrinkles appear. During operation, these wrinkles are stress concentration zones and will quickly wear out.
And guess what? Many on-site workers directly twisted the electric wrench from 1 to 16 in order to get fast. It took five minutes to get it done. The consequence is: after three months, the silicone cloth cracks at the edge of the bolt hole, and they will blame the poor quality of the product-in fact, the fault lies in the installation technique.
4. The installation and rollover sites we saw in those years: over-stretching, deflection and unilateral compression
After working for more than ten years, I can write a book about the rollover cases I have seen. Pick three typical ones and say:
1. Over-stretching.There is a rotary kiln flue in a cement plant. When the silicone cloth is installed, it is pulled too tightly, so it is directly used as a "bandage". As a result, the pipe was elongated after heating up, and the silicone cloth had no margin, which was torn at the edge of the platen. Correct practice: Let the silicone cloth be in a "slightly loose" state when installing, retaining at least 10mm of axial relaxation. Criteria of judgment? Press the middle of the silicone cloth with your hand, and it is normal to easily press 5~10mm.
2. Deflection.A brother who was doing a desulfurization project loaded the silicone cloth 8mm crooked. As soon as the transverse displacement of the pipeline occurs during operation, the silicone cloth bears tension on one side, and the side collapses directly after three months. How to solve it? After installation, check the flange alignment with a laser measuring instrument. If the deviation exceeds 3mm, it must be adjusted.
3. One-sided compression.In order to catch up with the construction deadline, some sites only screwed half of the bolts of the flange, thinking "test it first, and make up if it leaks". As a result, as soon as the fan is turned on, the negative pressure sucks in the silicone cloth on the unfastened side and tears it in half directly. Therefore, every bolt must be in place during assembly, and no one can leak.
How many of these pits have you stepped on? Don't think it's all the fault of a novice. I've seen twenty-year-old masters still make it. In the final analysis, the silicone cloth is treated as an "ordinary gasket".
5. Don't rush to go after installation: pressure test, displacement check, and how to make silicone cloth use for two more years
The bolts are screwed, not the end. There are three more barriers to pass:
First, test the pressure.For pipelines under pressure (such as the non-metallic section next to the corrugated expansion joint used in the power station industry), perform a hydraulic test with 1.25 times of the design pressure, hold the pressure for 30 minutes, and observe that there is no leakage at the flange connection. If it is a negative pressure pipe (such as the flue before and after the smoke baffle door), check all bolt holes and joints with soapy water, no air bubbles.
Second, displacement check.Mark several reference points on the silicone cloth (for example, draw an alignment line between the cloth surface and the edge of the flange with a marker), then simulate the temperature rise and fall under the working condition, and measure the actual displacement with a caliper. If the measured displacement exceeds 80% of the design value, it means that the installation reserve is not enough, and it must be readjusted.
Third, the SAO operation to extend the life.Want to make silicone cloth last two more years? A few tips:
- Applying a temperature-resistant and waterproof coating (such as silicone rubber varnish) on the outer surface of silicone cloth can greatly slow down the aging.
- If it is outdoor installation, add stainless steel protective cover to prevent direct UV rays.
- Check the torque of the platen bolts periodically-thermal cycling causes attenuation of the preload force, re-tighten every six months.
After all, how to install non-metallic compensator silicone cloth? There is no standard answer to this question, but there is a standard process. If you follow the above five steps, you won't make a mistake. If you want to save trouble and pretend blindly, then this piece of cloth will only last half a year if it dies, and the money for shutting down the machine and changing the cloth will be enough to buy several sets of good ones. This account, you can settle it yourself.
Non-metal compensator, can it be used in the second construction examination and engineering?
Find out what "second construction" refers to first. The second-level construction engineer examination is divided into professional directions, and mechanical and electrical, municipal and highway will all involve pipeline engineering. Non-metallic compensators (also called non-metallic expansion joints) are very common in industrial pipes, heat pipes and flue gas pipes. Many candidates think that metal bellows is the key point, ignoring products such as fabric fiber expansion joints. Two days ago, a friend who took the electromechanical test asked me, "Did the book mention non-metallic compensators? I had no impression at all when I was reviewing." In fact, flipping through GB50235 of the Construction Code of Industrial Pipeline Engineering, the compensator chapter clearly contains the non-metallic type, but some tutorial books have mentioned it in a stroke.
Will it be taken or not in the exam? Real Questions Speak
Will the non-metallic compensator be examined in the second construction examination? Say it directly: test. Multiple-choice questions and case questions may appear, especially scenarios involving thermal pipeline displacement compensation, desulfurization system and dust removal pipeline. For example, in 2021, a provincial real question asked "Which compensator is more suitable for flue gas pipelines", and the answer was non-metallic expansion joints. Why? Because the non-metallic material is resistant to high temperature and corrosion, it can absorb multi-directional displacement and is cheap. The products of this station are specialized in "non-metallic expansion joint (fabric fiber expansion joint)" and "rectangular non-metallic expansion joint", which are designed for flue gas pipelines of power plants and cement plants. Although the exam syllabus does not list this term separately, the scope of application has long been covered. Think about it, the flue gas pipe is high in temperature and corrosive, and the metal bellows can hold it? Not at all.
Do you dare to use it in actual engineering? Don't be biased by "weak"
Let's talk about actual engineering. The second construction licensee usually serves as the project manager or technical leader, and needs to select the compensator in the construction organization design. Some peers feel that the non-metallic compensator is "weak" and dare not use it. Actually, it is not the case-non-metallic compensators (such as rubber compensators and PTFE compensators) perform well in low-pressure, large-diameter pipelines with a temperature of no more than 600℃, especially the pipelines behind the desulfurization flue gas baffle doors. Metals for corrosive gases are easy to break. The "rubber PTFE compensator" in our station is specially designed to deal with acid-base media. When selecting the model, you should calculate the compensation amount and pressure level, and don't exceed the limit. It is recommended to confirm the model parameters according to the national standard JB/T 12235-2015. No, two days ago, a cement factory project used a "rectangular non-metallic expansion joint", and there has been no problem for three years. So don't listen to anyone's nonsense, non-metallic compensators are much more durable than metals in specific scenarios.
The two easiest pits for beginners to step on. Have you fallen for it?
However, the second construction candidates or engineers who have just entered the industry are prone to stepping on two pits: First, the non-metallic compensator is regarded as a universal piece, and it dares to be used in high temperature and high pressure situations; Second, there is not enough space for the guide tube during installation, or the tie rod nut is screwed to death, resulting in failure. The function of the expansion joint guide tube is discussed in our question and answer-to prevent the medium from washing the fiber layer. Although the non-metallic expansion joint does not have a tie rod (different from the metal bellows), the bolt torque of the frame and pressure plate is particular. Be sure to read the instructions before installation, don't mess around with experience. If you are preparing for the second construction exam, it is recommended to save the question and answer of "National Standard for Non-metallic Expansion Joints" on this site, and turn it over before the exam. If the case questions get the installation details, you can get points. Tsk, don't get blind in the examination room then.
After all, the second construction of non-metallic compensators is like a carpenter who can only use a hammer
In the final analysis, non-metallic compensators can not only be used in the context of second construction, but should also be used. From the examination point of view, it is a must-know point for industrial pipeline installation; From the engineering point of view, it is a mature scheme to solve the displacement compensation of high temperature flue gas and corrosive media. The second construction of non-metallic compensators is like a carpenter who can only use a hammer-he can do his job, but he may not do his job well. Think about it, if a desulfurization flue project is hard on the metal expansion joint, it will rust through in half a year, and it is weird that the owner does not complain. On the other hand, choosing the right non-metallic expansion joint (such as our "rectangular non-metallic expansion joint") can save worry and effort for three to five years. Therefore, don't worry about "whether you can use it", learn when you need to learn, and use when you need to use it. After thoroughly understanding JB/T 12235-2015, and then remembering the parameters of "rubber PTFE compensator", the examination and project will be stable.
Contact Us
Your consultation and cooperation are always welcome
Company Address
Haian Economic and Technological Development Zone, Nantong City, Jiangsu Province
Contact Number
(+86)13142668488
info@jsbcq.net
Working hours
Monday-Friday :8:00 - 17:30
Saturday :9:00 - 16:00
Sunday :Rest