Specialized in manufacturing compensators, expansion joints, baffle doors
A comprehensive scientific and technological enterprise integrating design and development, production, product sales, installation and debugging
Specialized in the production of metal compensator, non-metal compensator, baffle door equipment for 18 years
Product Center
Specialized in manufacturing a variety of high-quality industrial equipment to meet your diverse needs

Metal rectangular expansion joint
Product introduction of metal rectangular expansion jointProduct Structure and C...
Learn more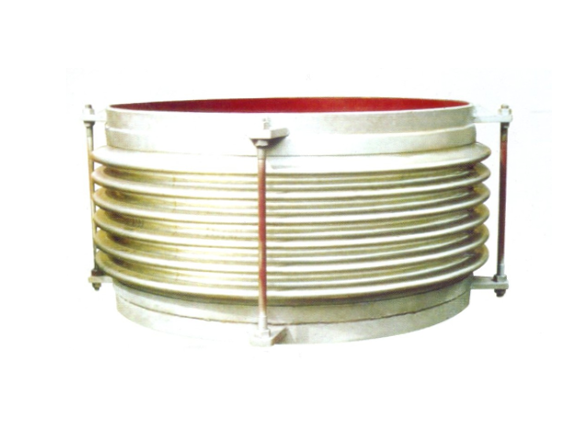
Universal corrugated expansion joint
The universal corrugated expansion joint is a kind of flexible compensation elem...
Learn more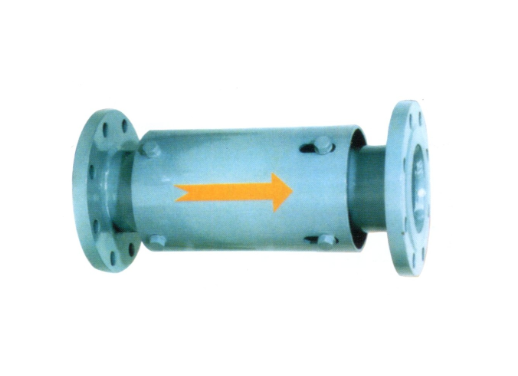
Single axial expansion joint
I. Structural compositionThe single axial expansion joint is mainly composed of ...
Learn moreCompensator, baffle door equipment · One-stop service process
From consultation to installation, we offer a full range of professional services
Consultation needs
The professional team will provide you with detailed product consultation and technical support to understand your specific needs
Scheme design
Provide personalized product design according to your specific needs to ensure the best solution
Manufacturing
Adopt advanced production equipment and technology and strict quality control to ensure excellent product quality
Installation and commissioning
Professional technicians provide on-site installation and commissioning services to ensure the normal operation of the equipment
About Us
Nantong Chuangxin Machinery Co., Ltd. is located in the plain of central Suzhou, close to Nantong and Ningjingyan Expressway with convenient transportation, and less than 2 hours drive from Shanghai, Suzhou, Wuxi, Nanjing and other large and medium-sized cities.
The company is a comprehensive scientific and technological enterprise integrating design and development, production, product sales, installation and debugging. The company has successively communicated and cooperated with the National Cement Research Institute and the general contractor!
The company's main products are metal compensator (expansion joint), non-metal compensator (expansion joint), baffle door and other series products, providing excellent and cheap complete sets of equipment for the majority of users at home and abroad.

NEWS
Stay up-to-date with company and industry updates
Market Analysis of Desulfurization Non-metallic Compensator: Research and Judgment on Supply and Demand Pattern and Price Trend in 2025
1. The ultra-low emission transformation of thermal power has been com...
How much do you know about non-metallic compensator for furnace roller correction?
Why should the non-metal compensator be installed in the furnace rolle...
Large-mouth high-temperature-resistant non-metallic compensator: Structural disassembly, selection points and practical cases
1. Find out first: What exactly is a large-diameter high-temperature r...
Metal expansion joint leakage repair: don't rush to dismantle it first, these tricks can save emergency
1. How did the leak happen? Material fatigue, corrosion or installatio...
How much pressure can high-pressure metal expansion joints carry?
How much pressure can high-pressure metal expansion joints carry?Steam...
304 Expansion Joint Metal Flange: Type Selection, Installation and Common Misunderstandings Explained at Once
Why do 304 materials and flange connections always appear in pairs in ...
Frequently asked questions
Answers to your frequently asked questions about compensators and baffle doors
Let's be clear first: what is the "wet method" working condition, and why does it make ordinary expansion joints have a headache?
Wet desulfurization, at present, the mainstream is limestone-gypsum method. The flue gas from this process is pitifully low-usually 60-80℃, near saturated humidity, and full of a mixture of acidic droplets (sulfuric acid, sulfurous acid) and gypsum slurry. To put it bluntly, it is a harsh environment of "acid fog + mud".
This condition is a disaster for the metal expansion joint. Pitting corrosion, stress corrosion cracking, find your door in minutes. The stainless steel bellows you spend a lot of money on may leak in less than a year. Therefore, the industry generally turns to non-metallic expansion joints (fabric fibers, rubber) as the mainstream choice. But here's the question: Can any non-metallic expansion joint be installed?
Of course not. In wet working conditions, non-metallic expansion joints have to bear not only corrosion, but also dust accumulation, condensate water and frequent displacement fatigue. If you choose the wrong material, it will be powdered in half a year; The structural design is wrong, and it will get stuck in one year. Let's talk about it one by one.
The real advantage of non-metallic expansion joints in wet scenarios is not just "not afraid of corrosion"
Many people think that non-metallic expansion joints are powerful in anti-corrosion. In fact, what is more important is that they have strong ability to resist fatigue and absorb multi-directional displacement. For example, in our product lineNon-metallic expansion joint (fabric fiber expansion joint)Andrubber compensatorAnd can simultaneously cope with axial expansion and contraction and lateral deflection. The direction of the inlet and outlet pipeline of the desulfurization tower is complicated, and the thermal displacement is often not a simple straight line. It is difficult for the metal expansion joint to handle the displacement in multiple directions at the same time, but the non-metal fabric layer can easily absorb it. Moreover, the weight is light, the requirement for the bracket is low, and the installation cost is greatly saved.
But there is a big pit-if the material is not selected correctly, it will be wasted in half a year. You said you wanted to buy an ordinary silicone cloth cheaply and try to soak it in an acidic droplet at 60℃ for three months? Soak it straight away. Therefore, knowing the word "non-metal" is far from enough, and we have to dig deeper.
The first level of selection: How to pick the skin material? Don't just focus on "temperature resistance"
The temperature of wet flue gas is low, only 60~80℃, and general rubber can carry it. However, acidic dew point corrosion is an invisible killer-once the smoke condenses on the skin surface, forming dilute sulfuric acid, ordinary rubber immediately expands and cracks. Viton rubber (FKM), polytetrafluoroethylene (PTFE) liners are the base configuration. We have them in our stationRubber PTFE compensatorIt is specifically aimed at this working condition: the inner polytetrafluoroethylene film is acid-resistant and non-adhesive, and the acid drops up and slides away directly.
In addition, the outer layer should be protected from ultraviolet rays and mechanical damage. Some on-site pipes are laid out in the open air, and ultraviolet rays can brittle the rubber layer in a few months. The skin structure has at least four layers: corrosion resistant layer (contact with smoke), insulation layer (prevent condensation), reinforcement layer (pressure-bearing) and outer protective layer (prevent environmental aging). With one less layer, the lifespan is compromised.
In the structural design, the cooperation of rectangular non-metal expansion joint and circular baffle door is the key
Desulfurization flue is mostly rectangular large cross-section, in our productsRectangular non-metallic expansion jointThat's what it does. However, many problems on the spot are because the interface between the expansion joint and the baffle door is not handled properly. For example, you are matchedDesulfurization flue gas baffle doorOrDouble-sealed single-axis circular baffle doorThe compensation amount of the expansion joint is not reserved enough, and the compensation amount of the expansion joint is directly dead during high-temperature expansion. There are also deflectors-which must extend to the inward side of the media flow. Do you know why? If it is not extended in, the gypsum slurry in the flue gas rushes directly into the wave gap of the expansion joint, slowly hardens, and the ash accumulates thicker and thicker, and finally the ripples are stuck.
In addition, the drain outlet must be added. Wet pipeline condensate more, not draining liquid will corrode the frame. Some design drawings save trouble without opening a drainage hole, and the bottom of the expansion joint rust through after half a year's operation.
In installation and routine maintenance, 80% of faults are in the details
The tie rod nut is installed in the reverse direction. We wrote specifically beforeHow to adjust the tie rod nut of expansion jointThe locking surface of the nut must face the expansion joint body, otherwise it will be loosened after a few vibrations, losing the limiting effect, and the excessive amplitude displacement will directly tear the skin.
Shipped unreinforced and the skin was pressed out of permanent folds. In order to save freight, some manufacturers stack and transport the expansion joints. As a result, the skin has been creased at the site-this kind of gap is the easiest to hide acid, and it will quickly corrode and penetrate.
What is the key point of inspection under wet working conditions? Look at the surface of the skin for any maculae with acid oozing. That's a sign that the inner layer is leaking, and once it is found, it must be shut down for replacement. In addition, if the pipeline is out of operation for a long time (for example, the maintenance period exceeds two weeks), it is necessary to manually drain water regularly, otherwise the gypsum slurry will harden in the folds of the expansion joint, and the thermal stress will directly crack the hard block when driving. And guess what? I have seen a power plant that stopped the furnace for a month without draining water. On the day of resumption, the expansion joint burst, and the whole flue emitted white smoke.
Finally, let me say something that is easily overlooked: the national standard JB/T 12235-2015 has clear provisions on non-metallic expansion joints
The national standard JB/T 12235-2015 specifies the technical requirements, test methods and inspection rules of non-metallic expansion joints in detail. Such as flange width, bolt hole spacing tolerance, bond strength between skin layers. However, in order to reduce the price, some small factories narrow the flange by 5mm. During installation, the bolt holes don't match, and the workers forcibly pull the flange through the bolts-the result? The skin was ripped out of internal injuries, and the first inspection leaked air.
Made exactly according to national standardsRectangular non-metallic expansion jointThe import and export of the desulfurization tower of a power plant in Shandong has been running continuously for three years without changing; However, a low-priced product leaked in one year. After shutting down and changing it once, it burned 150,000 electricity bills, plus labor and material costs, which was enough to buy three qualified products. So budget is not an issue, the question is whether you can survive a major overhaul cycle-the downtime loss of replacing an expansion joint is enough to buy three qualified products. Listen to my advice, the national standard is not a decoration, but the bottom line of life-saving.
Rubber Compensator vs Non-Metallic Expansion Joint: What's the Difference? Don't wait until you put it on to regret it
Two days ago, an engineer doing a desulfurization project called and asked, "What is the difference between rubber expansion joints and non-metallic expansion joints? I think the quotation is similar, but the manufacturer said it is not the same thing." This problem is actually quite representative-many purchasing and designers are prone to confusing these two names, thinking that they are soft and can absorb displacement anyway, so just choose one. And the result? Either the rubber compensator (rubber expansion joint) is directly carbonized at high temperature, or the non-metallic expansion joint of the fabric fiber does not last a maintenance cycle in acidic medium. Today, I will break it up and crumble it into pieces to explain clearly how to choose.
Let's talk about the material and structure first-one like a tire inner tube, the other like an insulated quilt
The rubber compensator (rubber expansion joint) is made of rubber, usually nitrile, chloroprene or EPDM, reinforced with nylon cord or steel wire sandwiched inside, and equipped with a loop flange or fixed flange at the end. Look at its cross-section, it is a thick rubber layer and fabric skeleton, like the inner tube of a big tire. The non-metallic expansion joint (fabric fiber expansion joint) is completely different. It is made of multi-layers of flexible fabrics (glass fiber, ceramic fiber, PTFE coated cloth) superimposed, which can be filled with thermal insulation cotton in the middle and fixed with metal mesh or strip on the outside. Structurally, the non-metallic expansion joint is more like a stacked insulated quilt-it can withstand high temperatures but not pressure. Neither is the pure head-to-head compensation method of metal bellows, but the internal logic is very different.
Performance differences are the key — temperature, pressure, corrosion resistance, displacement, all of which make life or death decisions
Temperature is the first watershed. The upper temperature resistance limit of rubber compensator is usually 150℃, and the special formula can reach 200℃; Because of the use of ceramic fiber and high-temperature resistant coating, the working temperature of the non-metallic expansion joint can easily reach 600℃, or even over 1000℃ for a short time. You said that the flue gas temperature fluctuates between 180℃ and 350℃ in a desulfurization flue, using a rubber compensator? It carbonizes and cracks in less than three months. What about the stress? Just the other way around: the rubber compensator can carry 1.6MPa or even higher, while the non-metallic expansion joint is usually only used in the micro-positive or negative pressure pipeline of about 0.1MPa-you take the non-metallic expansion joint to connect the water pump outlet, and it will bulge and tear in minutes. Corrosion resistance is also a thing: rubber is afraid of strong acid, strong alkali and ozone aging, and non-metallic expansion extracted fluororubber coating is more stable in the harsh environment of desulfurization flue gas. In terms of displacement compensation ability, non-metallic expansion joints are more flexible in three-way displacement (axial, transverse and angular), and rubber compensators are mainly good at axial compression and a small amount of lateral offset. To put it bluntly, both have their own shortcomings, and choosing the wrong is gambling with the life of the equipment.
The application scenario is not a casual guess-if you choose the wrong one, the construction period and money will be lost
Flue duct of power plant, desulfurization system, flue gas pipe at the tail of cement kiln-these working conditions have low pressure but large temperature fluctuation, and the medium contains sulfur. Non-metallic expansion joints are all used in the industry. This site has rectangular non-metallic expansion joints, high-temperature axial expansion joints and other products to deal with this kind of scenario. Chemical, heating and water treatment pipelines, with high pressure, low temperature, and mostly water or weak acid and alkali, rubber compensator (this station has rubber PTFE compensator) is the most cost-effective choice. In extreme cases, such as the air-cooled island vacuum pipe, you have to use the double-hinged expansion joint or metal hose of the air-cooled island vacuum pipe. There are also those steam pipes that have both high temperature and high pressure-sorry, rubber and non-metal can't handle it, so you have to find universal corrugated expansion joints or external pressure single axial expansion joints. In the end, it's not just a question of which to choose, but you have to know what is running in your pipe first: How hot is it? How stressful? How corrosive is the media? Ask these three questions clearly, and the answer will come out by itself.
Finally, give a simple selection formula-remember these four sentences and step less than 80% of the pits
- Temperature over 250℃ or pressure below 0.05MPa, preference is given to non-metallic expansion joints (fabric fiber expansion joints).
- The pressure exceeds 0.5MPa and the temperature is below 150℃Rubber compensator is more reliable.
- The medium contains strong oxidizing agent or concentrated acidAsk the manufacturer one by one for a chemical corrosion resistance report, don't just look at the name of the material.
- If both high temperature and high pressure— Sorry, neither of these can handle it. We have to find the metal corrugated expansion joint.
There is no universal product, only the design that best suits the working conditions. After all, if an expansion joint is installed incorrectly, the loss of dismantling the pipeline and stopping production during maintenance can't be made up by saving that little selection time.
Do non-metallic compensators count as pipe fittings? Stop being stupid and confused
"Does your rectangular non-metallic expansion joint count as a pipe fitting? I checked according to the pipe fitting standards for a long time but couldn't find the model." This problem is actually quite typical-when many people select pipelines, they see that the nonmetallic compensator is installed in the middle of two sections of pipelines. As soon as the flange is twisted and the weld joint is dozen, it is automatically classified as "pipe fittings". But is that really the case? Let's be clear at the root.
Look at the definition first: Non-metallic compensator and pipe fittings are not the same thing at all
Non-metallic compensators, such as this site'sRectangular non-metallic expansion jointAndrubber compensator, mainly made of fabric fiber, rubber, PTFE and other non-metallic materials. Its core mission is to absorb the thermal displacement of pipelines, reduce vibration and noise-to put it bluntly, it is to serve as a "cushion" for pipeline systems. What about the pipe fittings? According to national standards, pipe fittings refer to rigid elements used to connect pipes, change direction or branch, such as elbows, tees, flanges, and reducers. Functionally, the pipe fitting is responsible for "hard connection" and the compensator is responsible for "soft compensation". Both are not on the same channel.
Then why do people still treat non-metallic compensators as pipe fittings? A common myth is the installation location: it is welded or flanged in the middle of the pipe and looks like a section of "special pipe part". However, the compensator itself does not have the function of pipeline circulation and load bearing, it is only a flexible compensation section. Think of it as in a plumbing systemjointWhile pipe fittings areSkeletal connector— Do you say joints can be considered bones?
Let the data speak: the ability of compensator, pipe fittings really can't learn
Let's take the products of this site as an example.Non-metallic expansion joints (fabric fiber expansion joints)The working temperature is often several hundred degrees, the corrosion resistance is strong, and the compensation amount is often tens or even hundreds of millimeters. However, ordinary pipe fittings (such as carbon steel elbows) are at most pressurized and guided. When encountering the stress caused by thermal expansion and contraction, it can only carry it hard-if it can't carry it, it will crack and leak. Another exampleFlue gas baffle doorThe matching non-metallic compensator specifically solves the stress concentration caused by thermal expansion of high-temperature flue gas pipeline. Can traditional pipe fittings solve this problem? Obviously not.
The compensator can absorb not only axial displacement, but also lateral and angular displacement. Like this site'sCompound hinge transverse expansion joint、Curved tube pressure balance expansion joint, are specially designed for complex displacement conditions. What about the pipe fittings? It can only provide fixed geometric connections with no displacement compensation capability. So functionally, non-metallic compensators are completely different from pipe fittings.
Standard system: each has its own "ID card"
"According to GB/T 12459 pipe fitting standard, is the non-metallic compensator missing?" In fact, nonmetallic compensators have their own exclusive standards- -JB/T 12235-2015。 This standard specifies the technical requirements, test methods and inspection rules of non-metallic expansion joints in detail. The pipe fitting standard does not cover it at all. Although it is classified as "pipe accessory" in some engineering classifications, "accessory" does not mean "pipe fitting". Pipe fittings focus on geometry and connection sealing, and compensators focus on displacement compensation performance-well water does not intrude on river water.
This site'sRubber PTFE compensatorAndPTFE compensatorIf you take the standard pipe fittings to set, the model does not match, and the parameters do not match. Why? Because the fatigue life, displacement absorption and temperature resistance grade are considered in the design of compensator, the pressure grade, wall thickness and sealing surface form are considered in the design of pipe fittings. Two sets of logic, when mixed together, will inevitably go wrong.
Conclusion: The non-metallic compensator is not a pipe fitting, so do not confuse the selection
Non-metallic compensators are not pipe fittings. It is a stand-alone element in the piping system specifically designed to compensate for displacement and dampen vibration. Next time someone asks you, just throw this sentence: "Pipe fittings are rigid connected, and compensator tubes are flexible compensated-different ways do not conspire." When selecting, do not remove the sleeve according to the parameters of pipe fittings, which is easy to cause problems. For example, if you choose the expansion joint with the pressure level of the elbow, you may ignore the displacement; Taking the temperature resistance of the tee to select a non-metallic compensator may not meet the working conditions at all. Don't believe it? Go check out this siteCorrugated expansion joint for power station industryAndMetal Corrugated Expansion Joints in Cement IndustryTheir parameter tables and fittings are completely different from the same way.
Find out the categories, and select models to reduce pits. A non-metallic compensator is a compensator. Don't stuff it in the pipe basket.
Two days ago, a customer who was doing a desulfurization project sent a drawing, which was clearly marked "Non-metallic Compensator Type A". He asked me: Lao Zhang, is this the same thing as the non-metallic expansion joint (fabric fiber expansion joint) in your shop? I said, don't be confused, this is the same thing, but the code name on the drawing is different. Type A non-metallic compensator, to put it bluntly, is the most basic round fabric fiber expansion joint.
Let's talk about the conclusion first: Type A is not mysterious, it is a round fabric fiber expansion joint
Talking about non-metallic compensators in the industry, there are two main categories: fabric fiber expansion joints and rubber compensators. Type A specifically refers to a circular structure with single or multi-layer fabric bands, flanged connections, and no guide tubes. Without those bells and whistles configurations, the structure is the simplest and the price is the most affordable. If you take over a flue gas pipeline project, you only write "Non-metallic Compensator Type A" on the drawing, without additional parameters such as pressure, temperature and guide tube. You can't go wrong with the standard parameters of "Non-metallic Expansion Joint (Fabric Fiber Expansion Joint)" of this site to quote.
Look at the structure: the three core components, the circle belt is the soul
The A-type body consists of three things: a loop (that is, a layer of fabric fibers), a metal flange, and a compression bolt. The loop belt is made of silicone or fluororubber coated cloth, glass fiber cloth and ceramic fiber cloth, and has a temperature resistance range of-40℃ to 400℃. It does not absorb the displacement by the deformation of the metal corrugation like the metal corrugated expansion joint, but by the flexible bending of the ring belt itself. This brings a huge benefit – the thrust on the pipe is so small that it is almost negligible. Is it much gentler than the universal corrugated expansion joint of metal?
The number of layers and thickness of the loop belt determine its temperature and pressure resistance. Under normal standard working conditions, three to four layers of composite are sufficient. In case of highly corrosive fumes, a fluororubber coated cloth must be arranged. The price will be a little more expensive, but the lifespan can double.
So what is the difference between it and Type B and Type C?
Type A is the basic model, Type B is the strengthened model, and Type C is the anti-pressure model.
- Type A: The most basic single-loop belt structure, suitable for low pressure (≤0.1MPa) and small displacement scenarios. Air duct, flue duct and dust collection duct are its home field.
- Type B: Install heat insulation layer or guide tube on the A-type basis. The function of the guide tube is to guide the high-temperature flue gas to directly scour the ring belt, so as to avoid the flame directly contacting the fabric layer. Type B is more reliable in high-temperature occasions such as cement kiln tail waste gas pipeline and boiler outlet.
- Type C: Add a stainless steel wire mesh reinforcement layer outside the A-ring belt to resist positive pressure conditions. For example, the pressure of the flue behind the flue baffle door may reach 0.15MPa, and Type C can hold it.
But don't get confused. The "non-metallic expansion joint (fabric fiber expansion joint)" of this site is the standard form of Type A. The "rectangular non-metallic expansion joint" is another category according to its shape, and its structure is completely different. Don't confuse it.
The most painful pain point in model selection: pressure resistance
The biggest weakness of Type A is that it can't bear high pressure. Think about it, no matter how thick the loop belt is, it is still fabric. The metal bellows can withstand the pressure of several MPa. Type A begins to tremble when it exceeds 0.2MPa. Therefore, it is only mixed in low-pressure systems: fan inlet and outlet, dust removal pipeline, desulfurization flue gas pipeline... These places have high temperature and great corrosion, and the metal corrugated expansion joint is prone to fatigue failure. I have done a project in a cement plant. The exhaust gas pipeline at the end of the kiln originally used metal corrugated expansion joints in the cement industry, but it cracked in less than half a year. It was replaced with a type A non-metallic compensator, and there has been no air leak in three years. Why? Because the fabric belt is not afraid of repeated bending due to thermal expansion and contraction, the long-term high-frequency vibration of metal bellows is easy to produce stress concentration. Alas, this matter is to put it bluntly: choose the right place, and Type A is a treasure; Throw it on a high-pressure pipeline, and it is scrap metal.
Type A has minimal and almost negligible thrust on the pipeline. This means that you don't need heavy-duty brackets and guide brackets like metal expansion joints, and the steel money saved is enough to buy several compensators. Isn't it a good deal?
Record of Installation Pit Stepping: The 80% Torque Law
Last year, there was a power plant project, and the Type A non-metallic compensator installed by Party A itself tore apart after less than a month's operation. I went over and looked, boy, the bolts were tight and the bands were bulging. What's the problem? In the cold state, the ring belt is too tight, and as soon as the pipeline heats up and expands, the ring belt has no place to release stress and tears directly.
The ring belt is easy to be compressed and deformed during transportation, so the flatness of the flange surface must be checked first after arrival. When installing, pre-tighten the fixing bolts to 80% torque first, and do not screw them to death. After the hot state of the pipeline is stable, do secondary tightening. If you are constructing in winter, the ambient temperature is low and the ring belt is hard, the preloading force can be smaller, 70% is enough. When the summer is hot, the circle belt becomes soft, and then tighten it again. This thing is not about tightening as much as possible, but about leaving a margin for thermal expansion.
In addition, if there is dust or oil on the flange surface of the ring belt, it must be cleaned up. Otherwise, air will leak during operation and the compression bolt will loosen. Don't ask me how I know, it's all experience gained by tuition.
One sentence summary
Type A non-metallic compensator is the most common round fabric fiber expansion joint. Low pressure, low temperature and low thrust are its labels, and flue gas pipes and dust removal air ducts are its destination. If you only write "Non-metallic Compensator Type A" on your drawing, without additional pressure, temperature and guide tube, directly quote according to the standard parameters of "Non-metallic Expansion Joint (Fabric Fiber Expansion Joint)" on this site. Don't worry, you can't go wrong.
Find out what material the compensator ring belt is made of first, and the glue can be selected correctly
Nonmetallic compensators (also called fabric fiber expansion joints) are not a single piece of material. They are usually pressed together by several layers of composite materials-the inner layer is corrosion-resistant fluororubber or silicone cloth, the middle reinforcement layer is glass fiber or aramid fiber, and the outer layer is covered with a weather-resistant rubber coating. How much can the formula of different manufacturers differ? Just ask the supplier: some are mainly silicone rubber, some are fluororubber, and some are polytetrafluoroethylene (PTFE).
The glue doesn't match the substrate, and it is a fool to stick it on. For example, the surface energy of fluororubber is particularly low. Ordinary epoxy glue is coated with water, and it can't stick at all. It has to be coated with a special fluororubber treatment agent and then matched with special glue. So the first step, don't rush to buy rubber, ask your compensator supplier first: What rubber grade is used for the loop belt? They know best.
Common adhesives on the market, advantages and disadvantages are presented to speak human language
- Room temperature vulcanized silicone rubber (RTV silicone): Temperature resistance-60℃ to 250℃, good elasticity, suitable for low pressure, non-corrosive flue gas pipeline. Press the compensator body with your hand, which is soft, and RTV silicone is the most suitable. The disadvantage is that the intensity is not high, and it can't hold up in high-pressure situations.
- Neoprene adhesive (e.g. 801 glue): Initial adhesion is strong, the cost is low, and it will be firm once it sticks. However, the temperature resistance generally does not exceed 100℃, and it is easy to swell and soften when encountering oil. If you use it for temporary repair of room-temperature air ducts, it will work, but it won't work for a long time.
- Epoxy resins: High strength, resistance to chemical media, but hard after curing, no elasticity at all. The compensator itself needs displacement compensation, and the epoxy cracks as soon as it is stretched. If you really want to use it, you must make a flexible transition layer first.
There is also polyurethane glue, which is wear-resistant and oil-resistant, but it is afraid of ultraviolet aging, so it has to be covered outdoors. Before selecting glue, press the compensator body with your finger-silica gel is selected for soft, and epoxy can be considered for hard ones, but it must be fixed mechanically, otherwise it will crack when stretched.
Selecting glue according to working conditions is the core: temperature, medium and pressure must be missed
A few days ago, I dealt with a customer in a cement plant. Their non-metallic compensator was used in the high-temperature flue gas pipeline at the tail of the kiln, and the temperature was around 300℃ for a long time. I first used ordinary silicone gel, and it carbonized and fell off within two days. Later, it was replaced with high-temperature silicone sealant (temperature resistance 350℃), and then it was stabilized with mechanical striping.
If you are a desulfurization flue, the medium contains sulfuric acid and sulfurous acid. At this time, ordinary glue can't hold it at all, so you must use acid-resistant fluororubber special glue or PTFE lining special adhesive. Epoxy resin will slowly corrode away in this environment. Let's talk about pressure: low-pressure pipelines (less than 0.05MPa) can be wrapped with glue; In medium pressure (0.1-0.2MPa), it can't be held by glue alone, so it has to be matched with clamps or pressing strips.
Is that the truth? Glue is not a universal glue. If the working condition is wrong, no matter how expensive the glue is, it will be useless.
Construction details determine the success or failure of bonding. Don't ignore these steps
Surface finishing is a top priority. Wipe the adhesive surface clean with acetone or alcohol to remove release agent, oil and dust-if this step is not done properly, the rest will be for naught. Then sand it a little to add roughness. The surface of fluororubber has to be activated by a special primer, otherwise the glue can't hang.
The thickness of glue layer is controlled at 1-3mm. Too thick, slow to cure and easy to cohesive failure (the glue layer splits itself); Too thin, not enough adhesion, pull off. Don't be lazy about curing time: silica gel generally takes 24 hours to be completely vulcanized, and epoxy takes more than 8 hours, during which it can't be vibrated by force. If you encounter low-temperature weather (below 5℃), the performance of most glues is discounted, so you have to heat or change low-temperature products. If these details are not done, no matter how expensive the glue is, it will be useless.
Common causes of bonding failure and remedies, avoid detours
Interface detachment (the glue separates from the compensator), cohesive failure (the glue layer cracks itself), and the compensator body tears. Interface detachment is mostly due to poor surface treatment or wrong glue type selection; Cohesive failure indicates that the strength of the glue is insufficient or the cure is not thorough; The body is torn, that is, the compensator itself is aging and brittle, and no matter how good the glue is, it can't be saved.
If your compensator has been used for three or five years, and the ring belt has hardened and peeled, don't toss the viscose. It is more cost-effective to directly replace the whole non-metallic expansion joint (fabric fiber expansion joint). This station has ready-made rectangular non-metallic expansion joint and rubber compensator products, which are produced according to the standard JB/T 12235-2015, with supporting installation guidance, which saves worry and effort.
Before selecting glue, ask yourself-what temperature? What is the medium? How stressful? Once these three questions are clarified, the glue will naturally be chosen correctly.
Contact Us
Your consultation and cooperation are always welcome
Company Address
Haian Economic and Technological Development Zone, Nantong City, Jiangsu Province
Contact Number
(+86)13142668488
info@jsbcq.net
Working hours
Monday-Friday :8:00 - 17:30
Saturday :9:00 - 16:00
Sunday :Rest